光机电一体化实训装置,光机电一体化实训考核设备
光机电一体化实训装置、工作原理、控制要求及机构功能
为大家介绍了几款光机电一体化实训考核装置,想要了解更多关于这方面的产品,可以进入到上海硕博科教设备有限公司官网进行查看。不仅有自动化实训专业的实验实训设备,而且更有贴心的服务,以帮助学校更好的培养实用性高技能人才。
一、光机电一体化实训考核系统要求
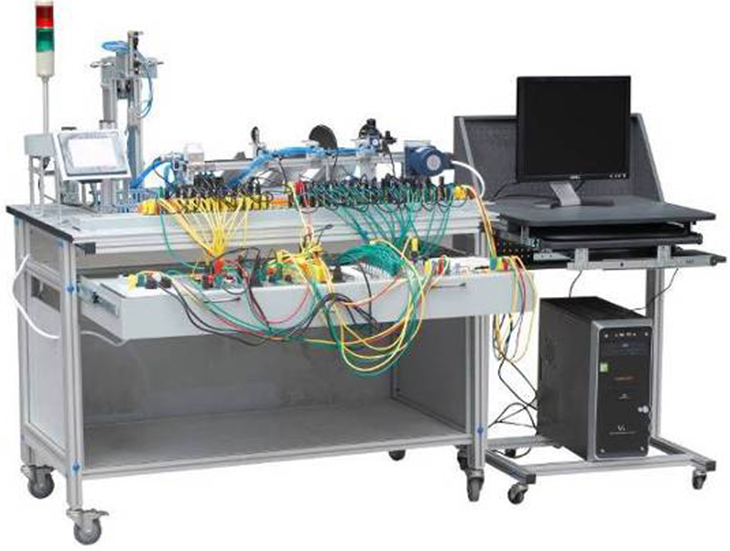
光机电一体化实训考核装置由型材导轨式实训台、典型机电一体化设备机械部件、PLC模块、变频器模块、按钮模块、电源模块、模拟生产设备实训模块(包含上料机构、搬运机械手、皮带输送线、物件分拣等)、接线端子排、各种传感器、警示灯和气动电磁阀等组成。整体结构采用开放式和拆装式设计,学生可以组装、接线、编程和调试由上料机构、搬运机械手机构、皮带输送线和物料分拣组成的光机电一体化设备。
二、光机电一体化实训装置工作流程
三、光机电一体化实训考核装置控制要求
1. 上料机构
在复位完成后,点动“启动”按钮,料筒光电传感器检测到有工件时,推料气缸将工件推出至存放料台,若3秒钟后,料筒检测光电传感器仍未检测到工件,则说明料筒内无物料,这时警示黄灯闪烁,放入物料后熄灭;机械手将工件取走后,推料气缸缩回,工件下落,气缸重复上一次动作。
2. 搬运机械手机构
当存放料台检测光电传感器检测物料到位后,机械手手臂前伸,手臂伸出限位传感器检测到位后,延时0.5秒,手爪气缸下降,手爪下降限位传感器检测到位后,延时0.5秒,气动手爪抓取物料,手爪夹紧限位传感器检测到夹紧信号后;延时0.5秒,手爪气缸上升,手爪提升限位传感器检测到位后,手臂气缸缩回,手臂缩回限位传感器检测到位后;手臂向右旋转,手臂旋转一定角度后,手臂前伸,手臂伸出限位传感器检测到位后,手爪气缸下降,手爪下降限位传感器检测到位后,延时0.5秒,气动手爪放开物料,手爪气缸上升,手爪提升限位传感器检测到位后,手臂气缸缩回,手臂缩回限位传感器检测到位后,手臂向左旋转,等待下一个物料到位,重复上面的动作。在分拣气缸完成分拣后,再将物料放入输送线上。
3. 成品分拣机构
当入料口光电传感器检测到物料时,变频器接收启动信号,三相交流异步电机以30HZ的频率正转运行,皮带开始输送工件,当料槽一到位检测传感器检测到金属物料时,推料一气缸动作,将金属物料推入一号料槽,料槽检测传感器检测到有工件经过时,电动机停止;当料槽二检测传感器检测到白色物料时,旋转气缸动作,将白色物料导入二号料槽,料槽检测传感器检测到有工件经过时,旋转气缸转回原位,同时电动机停止;当物料为黑色物料直接导入三号料槽,料槽检测传感器检测到有工件经过时,电动机停止。
4. 启动、停止、复位、警示
(1)
系统上电后,点动“复位”按钮后系统复位,将存放料台、皮带上的工件清空,点动“启动”按钮,警示绿灯亮,缺料时警示黄灯闪烁;放入工件后设备开始运行,不得人为干预执行机构,以免影响设备正常运行。
(2) 按“停止”按钮,所有部件停止工作,警示红灯亮,缺料警示黄闪烁。
5. 突然断电的处理
突然断电,设备停止工作。电源恢复后,点动“复位”按钮,再点动“启动”按钮。
四、上料机构
1. 光机电一体化实训考核装置主要组成与功能
上料机构由井式工件库、光电传感器、工件、存放料台、推料气缸、安装支架等组成。主要完成将工件依次送至存放料台上。没有工件时,报警指示黄灯闪烁,放入工件后闪烁自动停止。
(1) 光电传感器:物料检测传感器为光电漫反射型传感器,检测到有物料时推料气缸将物料推出到存放料台,有物料时为PLC提供一个输入信号。
(2) 推料气缸:依次将工件推到存放料台上,由单相电控气阀控制。
(3) 警示灯:在设备停止时警示红灯亮,在设备运行时警示绿灯,在无物料时警示黄灯闪烁。
(4) 井式工件库:用于存放Ф32mm工件,料筒侧面有观察槽。
(5) 安装支架:用于安装工件库和推料气缸。
SBGJD-01光机电一体化实训装置
光机电一体化实训考核装置由由铝合金导轨式实训台、典型的机电一体化实训设备的机械部件、PLC模块、变频器模块、按钮模块、电源模块、模拟生产设备实训模块、接线端子排和各种传感器、计算机等组成。整体结构采用开放式和拆装式,实训设备用于机械部件组装,可根据现有的机械部件组装生产设备,也可添加机械部件组装其他生产设备,使整个实训设备能够灵活的按教学或竞赛要求组装具有生产功能的机电一体化实训设备。模块采用标准结构和抽屉式模块放置架,互换性强;按具有生产性功能和整合学习功能的原则确定模块内容,使教学或竞赛时可方便的选择需要的模块。设备需完全符合电工电子全国职业技能大赛所要求,同时还要求具有可拓展功能,可以组成更加大型的生产模拟系统,以配合各个用户学校不同层次,不同专业的教学及培训要求。

光机电一体化实训考核装置的配置
|
序号 |
名称 |
主要元件或型号、规格 |
数量 |
备注 |
|
1 |
实训桌 |
1500×800×840 mm |
1张 |
桌台采用的是20*80的铝型材。 |
|
2 |
触摸屏模块 |
TPC 7062 7英寸工业彩色触摸屏 |
|
1块 |
|
3 |
PLC模块 |
西门子S7-200smart CPU SR40数字量24点输入/16点输出,1 个以太网通信端口, 1个485接口; |
1套 |
|
|
4 |
变频器模块 |
变频器V20功率:0.37KW |
1块 |
|
|
5 |
电源模块 |
三相电源总开关(带漏电和短路保护)1个,单相电源插座2个; |
1块 |
|
|
6 |
按钮模块 |
24 V/6 A两组5V/6 A一组;急停按钮1只,转换开关2只,蜂鸣器1只,复位按钮黄、绿、红各1只,自锁按钮黄、绿、红各1只,24V指示灯黄、绿、红各2只; |
1套 |
|
|
7 |
螺旋上料部件 |
减速电机1只,光电开关1只; |
1套 |
|
|
8 |
气动机械手部件 |
单出双杆气缸1只,单出杆气缸1只,气手爪1只,旋转气缸1只,磁性开关6只,双控电磁换向阀1只,单控电磁阀3只; |
1套 |
|
|
9 |
皮带输送机部件 |
三相减速电机(380 V,输出转速40r/min)1台,平皮带1400×100×1.5 mm 1条; |
1套 |
|
|
10 |
物件分拣部件 |
单出杆气缸3只,金属传感器1只,光传感器2只,磁性开关3只,物件导槽3个,单控电磁换向阀3只 |
1套 |
|
|
11 |
接线端子模块 |
接线端子和安全插座 |
1块 |
|
|
12 |
物料 |
金属7个,尼龙黑白各7个 |
各7个 |
|
|
13 |
安全插线 |
|
1套 |
|
|
14 |
气管 |
Φ4\Φ6,气管为蓝色,每台配有足量气管 |
1套 |
|
|
15 |
PLC编程线缆 |
|
1条 |
|
|
16 |
交换机 |
5口 |
1台 |
|
|
17 |
触摸屏与计算机通信线 |
|
1条 |
|
|
18 |
触摸屏与PLC通信线 |
|
1条 |
|
|
19 |
配套工具 |
|
1套 |
|
|
20 |
产品配套光盘 |
|
1套 |
|
光机电一体化实训考核装置技术参数
1. 交流电源:三相五线 AC 380V±10% 50 Hz;
2. 温度:-10~40 ℃;环境湿度:≤90%(25℃);
3. 外形尺寸:长×宽×高=1500×800×1500 mm;
4. 整机功耗:≤1.5 kW;
5. 安全保护措施:具有接地保护、漏电保护功能,安全性符合相关的国家标准。采用高绝缘的安全型插座及带绝缘护套的高强度安全型实验导线。
光机电一体化实训设备结构:
光机电一体化实训装置台架为铝合金导轨式,实训考核装置PLC模块的I/O 端子、变频器的接线端子、各常用模块与PLC的连接端子,均与安全插座连接,使用带安全插头的导线进行电路连接;各指令开关、光电开关、传感器和指示元件的电路,则通过端子排进行连接。插拔线连接电路与端子牌连接电路相结合,既保证学生基本技能的训练、形成和巩固,又保证电路连接的快速、安全和可靠。
铝合金导轨式实训台:可以安装送料机构、机械手、传输分拣机构。实训模块及PLC主机等可以放置在拉出式的支架上。
触摸屏:MCGS7062,模块材料要求:高强度塑料外壳、重量轻,面板是铁质喷塑板。
PLC模块及变频器模块:PLC西门子西门子S7-200smart CPU SR40;变频器:V20 0.37KW;模块材料要求:高强度塑料外壳、重量轻,面板是铝塑板,图案、文字符号采用进口油墨丝印。
电源模块:三相电源总开关(带漏电和短路保护)1个,熔断器3只,单相电源插座2个,安全插座5个;
按钮模块:24 V/6 A、12 V/2 A各一组;急停按钮1只,转换开关2只,蜂鸣器1只,复位按钮黄、绿、红各1只,自锁按钮黄、绿、红各1只,24V指示灯黄、绿、红各2只;
一体化接线排:接线排壳体上两侧相对设置有一初级接线区(接线端子)和一次级接线区(安全插座);接线端子与对应的安全插座通过导电弹性件连接;接线排壳体边缘卷折,设有固定用的螺孔,可以固定在实训桌上。
螺旋上料机构:工件库1件,物料推出机构1件,接近开关1只,减速电机1只,主要完成将工件库中的工件依次推出。
气动机械手装置:四自由度气动机械手,气缸及附属传感器;气动手臂两侧装有2个限位挡板,挡板上装有电感传感器、缓冲阀,进行对手臂的旋转限位。整个搬运机构能完成四个自由度动作,手臂伸缩、手臂旋转、手爪上下、手爪松紧。
物料分拣装置:传送带通过三相异步电动机驱动,在传送带端点处设计有落料口,通过光电传感器检测物料;传送带上装有三个出料槽,对应位置有电感传感器、光纤传感器等,同时正对料槽位置装有推料气缸,共计三个气缸。传送带采用可拆卸的铝合金支架。
光机电一体化实验设备部分实训项目:
1.气动系统的安装与调试
(1)气动方向控制回路的安装
(2)气动速度控制回路的安装
(3)气动顺序控制回路的安装
(4)气动机械手的安装
(5)气动系统气路的连接
(6)磁性开关的位置调整
(7)气动系统调试
(8)摆动控制回路的安装
2.变频器的安装与调试
(1)变频器与交流电机主电路的连接
(2)变频器面板的参数设置与操作
(3)变频器面板控制交流电机调速
(4)通过变频器外部端子控制电机启停
3.机电设备的安装与调试
(1)传动装置同轴度的调整
(2)皮带输送机的安装与调整
(3)搬运机械手设备安装与调试
(4)物件分拣设备的安装与调试
(5)送料设备的安装与调试
(6)自动生产线设备安装与调试
4.电气控制电路的安装与PLC编程
(1)电动机正反转控制电路的连接与程序编写
(2)电动机调速控制电路的连接与程序编写
(3)皮带输送检测程序编写
(4)气动顺序动作控制程序编写
(5)气动机械手控制程序编写
(6)机电一体化设备控制程序编写
(7)自动生产线控制程序编写
5.自动控制系统的安装与调试
(1)多种传感器的安装与调试
(2)皮带输送检测的自动控制
(3)机械手的自动控制
(4)机电一体化的自动控制
(5)PLC控制系统的安装与调试
(6)自动生产线的安装与调试
6.触摸屏基本控制及设置
(1)触摸屏的接线和基本参数设置;
(2)基于触摸屏控制方式的基本指令编程练习;
(3)PLC、触摸屏与变频器通信控制。
7.可用于考核或技能竞赛,可考察的职业能力
(1)机械构件的装配与调整能力
(2)机电设备的安装与调试能力
(3)电路安装能力
(4)气动系统的安装与调试能力
(5)机电一体化设备的控制程序的编写能力
(6)自动控制系统的安装与调试能力





